





лДлИЛѓл░ЛѓЛї ЛЂЛѓл░ЛѓЛїЛј л▓ ЛёлЙЛђл╝л░Лѓлх PDF=> лЮлЙл▓л░ЛЈ л▓л░л║ЛЃЛЃл╝лйл░ЛЈ ЛЇл╗лхл║ЛѓЛђлЙл┐лхЛЄЛї л╝лЙл┤лхл╗лИ лАлЮлњлЊ-2.4.2_13-лўлА-лЮлўлблблўлЮ ЛЂЛѓлхл░Лђл░Лѓ ЛєлИлйл║л░ ЛЂл┐лхл║л░лйлИлх л┐лЙЛђлЙЛѕл║лЙл▓
лбЛђл░л┤лИЛєлИлЙлйлйл░ЛЈ ЛѓлхЛЁлйлЙл╗лЙл│лИЛЈ ЛЂл┐лхл║л░лйлИЛЈ лХлхл╗лхлилЙ- лИ лХлхл╗лхлилЙл│Лђл░ЛёлИЛѓлЙл▓ЛІЛЁ л▓ЛѓЛЃл╗лЙл║ лЙЛЂлйлЙл▓л░лйл░ лйл░ ЛЂл┐лхл║л░лйлИлИ лХлхл╗лхлилЙл│Лђл░ЛёлИЛѓлЙл▓ЛІЛЁ ЛЂл╝лхЛЂлхл╣ ЛЂлЙл┤лхЛђлХл░ЛЅлИЛЁ ЛЂЛѓлхл░Лђл░Лѓ ЛєлИлйл║л░ л▓ ЛЂЛђлхл┤лх л▓лЙл┤лЙЛђлЙл┤л░. лЌл░ЛЅлИЛѓлйл░ЛЈ ЛЂЛђлхл┤л░ л▓лЙл┤лЙЛђлЙл┤л░ л▒ЛІл╗л░ лйлхлЙл▒ЛЁлЙл┤лИл╝л░ л┤л╗ЛЈ л┐Лђлхл┤лЙЛѓл▓Лђл░ЛЅлхлйлИЛЈ лЙл▒Лђл░лилЙл▓л░лйлИЛЈ лЙл║ЛЂлИл┤лйЛІЛЁ л┐л╗лхлйлЙл║ лйл░ л┐лЙл▓лхЛђЛЁлйлЙЛЂЛѓлИ ЛЂл┐лхл║л░лхл╝ЛІЛЁ л┐лЙЛђлЙЛѕлИлйлЙл║, л░ Лѓл░л║лХлх л║л░л║ ЛЂЛђлхл┤л░ л┤л╗ЛЈ ЛЃл┤л░л╗лхлйлИЛЈ л┐ЛђлЙл┤ЛЃл║ЛѓлЙл▓ Лђл░лил╗лЙлХлхлйлИЛЈ ЛЂЛѓлхл░Лђл░Лѓл░ ЛєлИлйл║л░. лўЛЂл┐лЙл╗ЛїлилЙл▓л░лйлИлх л▓лЙл┤лЙЛђлЙл┤л░ л▓ л┐ЛђлЙл╝ЛІЛѕл╗лхлйлйЛІЛЁ ЛЃЛЂЛѓл░лйлЙл▓л║л░ЛЁ ЛЂл▓ЛЈлил░лйлЙ ЛЂ лхл│лЙ л▓ЛІЛЂлЙл║лЙл╣ л┐лЙлХл░ЛђлЙ- лИ л▓лиЛђЛІл▓лЙлЙл┐л░ЛЂлйлЙЛЂЛѓЛїЛј. лА ЛЃлХлхЛЂЛѓлЙЛЄлхлйлИлхл╝ ЛѓЛђлхл▒лЙл▓л░лйлИл╣ л┐лЙ лЙЛЁЛђл░лйлх ЛѓЛђЛЃл┤л░ лИ ЛѓлхЛЁлйлИл║лх л▒лхлилЙл┐л░ЛЂлйлЙЛЂЛѓлИ л┐Лђлхл┤л╗лЙлХлхлйлЙ лИЛЂл┐лЙл╗ЛїлилЙл▓л░ЛѓЛї л▓л░л║ЛЃЛЃл╝лйЛІлх ЛЇл╗лхл║ЛѓЛђлЙл┐лхЛЄлИ л┤л╗ЛЈ л┐ЛђлЙл▓лхл┤лхлйлИЛЈ Лѓл░л║лИЛЁ л┐ЛђлЙЛєлхЛЂЛЂлЙл▓ ЛЂл┐лхл║л░лйлИЛЈ. лЮлЙл▓л░ЛЈ л▓л░л║ЛЃЛЃл╝лйл░ЛЈ ЛЇл╗лхл║ЛѓЛђлЙл┐лхЛЄЛї л╝лЙл┤лхл╗лИ лАлЮлњлЊ-2.4.2/13 ЛѓлЙЛђл│лЙл▓лЙл╣ л╝л░Лђл║лИ ┬ФлЮлўлблблўлЮ┬╗ л┐Лђлхл┤лйл░лилйл░ЛЄлхлйл░ л┤л╗ЛЈ ЛђлхЛѕлхлйлИЛЈ ЛЇЛѓлИЛЁ лил░л┤л░ЛЄ (лЙЛѓл│лЙлйл║лИ л┐л╗л░ЛЂЛѓлИЛёлИл║л░ЛѓлЙЛђл░ лИ ЛЂл┐лхл║л░лйлИЛЈ л▓ лЙл┤лйлЙл╝ ЛѓлхЛЁлйлЙл╗лЙл│лИЛЄлхЛЂл║лЙл╝ ЛєлИл║л╗лх).
лЪлЙЛђлЙЛѕл║лЙл▓л░ЛЈ л╝лхЛѓл░л╗л╗ЛЃЛђл│лИЛЈ ЛЈл▓л╗ЛЈлхЛѓЛЂЛЈ лЙл┤лйлИл╝ лИли лЙЛЂлйлЙл▓лйЛІЛЁ лйл░л┐Лђл░л▓л╗лхлйлИл╣ Лђл░лил▓лИЛѓлИЛЈ ЛЂлЙл▓Лђлхл╝лхлйлйлЙл│лЙ, л▓ЛІЛЂлЙл║лЙЛЇЛёЛёлхл║ЛѓлИл▓лйлЙл│лЙ (ЛђлхЛЂЛЃЛђЛЂлЙ- лИ ЛЇлйлхЛђл│лЙЛЂл▒лхЛђлхл│л░ЛјЛЅлхл│лЙ) л┐ЛђлЙлИлил▓лЙл┤ЛЂЛѓл▓л░ л▓лЙ л▓ЛЂлхЛЁ ЛѓлхЛЁлйлЙл╗лЙл│лИЛЄлхЛЂл║лИ Лђл░лил▓лИЛѓЛІЛЁ ЛЂЛѓЛђл░лйл░ЛЁ л╝лИЛђл░. люлхЛѓлЙл┤ЛІ л┐лЙЛђлЙЛѕл║лЙл▓лЙл╣ л╝лхЛѓл░л╗л╗ЛЃЛђл│лИлИ л┐лЙлил▓лЙл╗ЛЈЛјЛѓ л▓ л╝л░л║ЛЂлИл╝л░л╗ЛїлйлЙл╣ ЛЂЛѓлхл┐лхлйлИ ЛЇл║лЙлйлЙл╝лИЛѓЛї ЛѓЛђЛЃл┤лЙл▓ЛІлх лИ л╝л░ЛѓлхЛђлИл░л╗ЛїлйЛІлх ЛђлхЛЂЛЃЛђЛЂЛІ. лбл░л║ л┐лЙ ЛЂЛђл░л▓лйлхлйлИЛј ЛЂ л╗лИЛѓЛїлхл╝, л┐лЙЛђлЙЛѕл║лЙл▓л░ЛЈ л╝лхЛѓл░л╗л╗ЛЃЛђл│лИЛЈ л┐лЙлил▓лЙл╗ЛЈлхЛѓ лИЛЂл┐лЙл╗ЛїлилЙл▓л░ЛѓЛї 100 % лИЛЂЛЁлЙл┤лйлЙл│лЙ л╝л░ЛѓлхЛђлИл░л╗л░. лЪлЙЛђлЙЛѕл║лЙл▓ЛІлх л╝л░ЛѓлхЛђлИл░л╗ЛІ л┐лЙ ЛЂл▓лЙлИл╝ ЛЃлйлИл║л░л╗ЛїлйЛІл╝ ЛЂл▓лЙл╣ЛЂЛѓл▓л░л╝ лйлх лИл╝лхЛјЛѓ л░лйл░л╗лЙл│лЙл▓ лИ л┐лЙлил▓лЙл╗ЛЈЛјЛѓ лЙл▒лхЛЂл┐лхЛЄлИЛѓЛї л▓ЛІл┐ЛЃЛЂл║ л║л░ЛЄлхЛЂЛѓл▓лхлйлйлЙ лйлЙл▓лЙл╣ л║лЙлйл║ЛЃЛђлхлйЛѓлйлЙ ЛЂл┐лЙЛЂлЙл▒лйлЙл╣ л┐ЛђлЙл┤ЛЃл║ЛєлИлИ.
лЮл░л┐ЛђлИл╝лхЛђ, лИлил│лЙЛѓлЙл▓л╗лхлйлИлх ЛѕлхЛЂЛѓлхЛђлхлй л╝лхЛѓлЙл┤л░л╝лИ л╗лИЛѓЛїЛЈ ЛЂ л┐лЙЛЂл╗лхл┤ЛЃЛјЛЅлхл╣ ЛѓлЙл║л░ЛђлйлЙл╣ лЙл▒Лђл░л▒лЙЛѓл║лЙл╣ ЛЂл▓ЛЈлил░лйлЙ ЛЂ л┐лЙЛѓлхЛђЛЈл╝лИ л▓ ЛЂЛѓЛђЛЃлХл║ЛЃ л┤лЙ 60┬а% л╝л░ЛѓлхЛђлИл░л╗л░. люлхЛѓлЙл┤ЛІ л┐лЙЛђлЙЛѕл║лЙл▓лЙл╣ л╝лхЛѓл░л╗л╗ЛЃЛђл│лИлИ л┐лЙлил▓лЙл╗ЛЈЛјЛѓ л┐Лђл░л║ЛѓлИЛЄлхЛЂл║лИ л┐лЙл╗лйлЙЛЂЛѓЛїЛј ЛЃЛЂЛѓЛђл░лйлИЛѓЛї лйлхл┤лЙЛЂЛѓл░Лѓл║лИ ЛѓлхЛЁлйлЙл╗лЙл│лИлИ лЙл▒Лђл░л▒лЙЛѓл║лИ л╝лхЛѓл░л╗л╗лЙл▓ Лђлхлил░лйлИлхл╝ лИ л┐ЛђлИ ЛЇЛѓлЙл╝ лЙл▒лхЛЂл┐лхЛЄлИЛѓЛї ЛЂл░л╝лЙЛЂл╝л░лиЛІл▓л░лхл╝лЙЛЂЛѓЛї ЛѕлхЛЂЛѓлхЛђлхлй лил░ ЛЂЛЄлхЛѓ лил░л┐лЙл╗лйлхлйлИЛЈ л╝л░ЛЂл╗лЙл╝ (л┐ЛђлЙл┐лИЛѓл║лИ) лИл╝лхЛјЛЅлИЛЁЛЂЛЈ л▓ лйлИЛЁ л┐лЙЛђ. лћлЙл▒л░л▓л║л░ л║ лХлхл╗лхлилйЛІл╝ л┐лЙЛђлЙЛѕл║л░л╝ л╝лхл┤лИ лИ л│Лђл░ЛёлИЛѓл░ ЛЃл╗ЛЃЛЄЛѕл░лхЛѓ ЛЁл░Лђл░л║ЛѓлхЛђлИЛЂЛѓлИл║лИ ЛЂл┐лхЛЄлхлйлйлЙл│лЙ л╝л░ЛѓлхЛђлИл░л╗л░.
лЪЛђлИ лил░л┐лЙл╗лйлхлйлИлИ л╝л░ЛЂл╗лЙл╝ лЙЛЂлйлЙл▓лйлЙл╣ л╝лхЛѓл░л╗л╗ лил░ЛЅлИЛЅл░лхЛѓЛЂЛЈ лЙЛѓ л║лЙЛђЛђлЙлилИлИ, лИл╝лхлхЛѓ л┐лЙЛЂЛѓлЙЛЈлйлйЛІл╣ л╝л░л╗ЛІл╣ л║лЙЛЇЛёЛёлИЛєлИлхлйЛѓ ЛѓЛђлхлйлИЛЈ, л░ л┐лЙл┤ЛѕлИл┐лйлИл║лИ лЙл▒л╗л░л┤л░ЛјЛѓ ЛЂл▓лЙл╣ЛЂЛѓл▓лЙл╝ ЛЂл░л╝лЙЛЂл╝л░лиЛІл▓л░лйлИЛЈ РђЊ л▓ л┐ЛђлЙЛєлхЛЂЛЂлх ЛЇл║ЛЂл┐л╗ЛЃл░Лѓл░ЛєлИлИ л╝л░ЛЂл╗лЙ л▓ЛІл┤лхл╗ЛЈлхЛѓЛЂЛЈ лИли л┐лЙЛђ лйл░ ЛѓЛђЛЃЛЅЛЃЛјЛЂЛЈ л┐лЙл▓лхЛђЛЁлйлЙЛЂЛѓЛї, ЛЄЛѓлЙ лИЛЂл║л╗ЛјЛЄл░лхЛѓ лйлхлЙл▒ЛЁлЙл┤лИл╝лЙЛЂЛѓЛї л┐лЙл┤л▓лЙл┤л░ ЛЂл╝л░лил║лИ лИлил▓лйлх. лўлилйл░ЛЄл░л╗ЛїлйлЙ л┐лЙЛђлИЛЂЛѓЛІлх л┐лЙл┤ЛѕлИл┐лйлИл║лИ лИл╝лхл╗лИ ЛЂлЙЛЂЛѓл░л▓ л▒ЛђлЙлйли, л░ лил░Лѓлхл╝ л▓ лйлИЛЁ лйл░ЛЄл░л╗лИ л▓л▓лЙл┤лИЛѓЛї л│Лђл░ЛёлИЛѓ, л║лЙЛѓлЙЛђЛІл╣ л┐ЛђлИ ЛЂл╝лхЛѕлИл▓л░лйлИлИ ЛЂ л╝л░ЛЂл╗лЙл╝ лИли л┐лЙЛђ лЙл▒Лђл░лиЛЃлхЛѓ л▓ЛІЛЂлЙл║лЙл║л░ЛЄлхЛЂЛѓл▓лхлйлйЛІл╣ л╝л░ЛЂл╗лЙл│Лђл░ЛёлИЛѓлЙл▓ЛІл╣ ЛЂл╝л░лилЙЛЄлйЛІл╣ л╝л░ЛѓлхЛђлИл░л╗. лћл╗ЛЈ ЛЇл║лЙлйлЙл╝лИлИ л╝лхл┤лИ л┐ЛђлИл╝лхлйЛЈЛјЛѓ л┐лЙЛђлИЛЂЛѓлЙлх лХлхл╗лхлилЙ лИл╗лИ лХлхл╗лхлилЙл│Лђл░ЛёлИЛѓлЙл▓ЛІл╣ л╝л░ЛѓлхЛђлИл░л╗ ЛЂ л┤лЙл▒л░л▓л║лЙл╣ л╝лхл┤лИ.
лЪлЙл┤ЛѕлИл┐лйлИл║лИ лИли л╝л░ЛѓлхЛђлИл░л╗лЙл▓ лйл░ лЙЛЂлйлЙл▓лх лХлхл╗лхлил░ лйл░лИл▒лЙл╗лхлх Лђл░ЛЂл┐ЛђлЙЛЂЛѓЛђл░лйлхлйЛІ, лИЛЁ л┐ЛђлЙлИлил▓лЙл┤ЛЈЛѓ лИли лХлхл╗лхлил░ (л╝л░Лђл║лИ лќ), лХлхл╗лхлилЙл│Лђл░ЛёлИЛѓл░ (л╝л░ЛђлЙл║ лќлЊЛђ1, лќлЊЛђ2, лќлЊЛђ3 лИ л┤Лђ.), лХлхл╗лхлилЙл│Лђл░ЛёлИЛѓл░ ЛЂ л╝лхл┤ЛїЛј (л╝л░ЛђлЙл║ лќлЊЛђ1лћ0,5, лќлЊЛђ1,5лћ2,5 лИ л┤Лђ.) лИ ЛЂ л┤ЛђЛЃл│лИл╝лИ л░лйЛѓлИЛёЛђлИл║ЛєлИлЙлйлйЛІл╝лИ л║лЙл╝л┐лЙлйлхлйЛѓл░л╝лИ.
лблхЛЁлйлЙл╗лЙл│лИЛЈ лИлил│лЙЛѓлЙл▓л╗лхлйлИЛЈ лил░л║л╗ЛјЛЄл░лхЛѓЛЂЛЈ л▓ ЛЂл╝лхЛѕлИл▓л░лйлИлИ л┐лЙЛђлЙЛѕл║лЙл▓лЙл╣ л║лЙл╝л┐лЙлилИЛєлИлИ ЛЂлЙЛЂЛѓлЙЛЈЛЅлхл╣ лИли лХлхл╗лхлил░, л│Лђл░ЛёлИЛѓл░ л║л░Лђл░лйл┤л░ЛѕлйлЙл│лЙ лИл╗лИ л│Лђл░ЛёлИЛѓлЙл▓лЙл│лЙ л║лЙлйЛєлхлйЛѓЛђл░Лѓл░. лџл░ЛЄлхЛЂЛѓл▓лЙ л┐лхЛђлхл╝лхЛѕлИл▓л░лйлИЛЈ ЛЃл╗ЛЃЛЄЛѕл░лхЛѓЛЂЛЈ л┐ЛђлИ л┤лЙл▒л░л▓л╗лхлйлИлИ л║ ЛЂл╝лхЛЂлИ л╝л░ЛЂл╗л░, л▒лхлйлилИлйл░ лИл╗лИ л│л╗лИЛєлхЛђлИлйл░. лъл┤лйл░л║лЙ л┐ЛђлИ ЛЇЛѓлЙл╝ ЛЃл╝лхлйЛїЛѕл░лхЛѓЛЂЛЈ Лѓлхл║ЛЃЛЄлхЛЂЛѓЛї ЛЂл╝лхЛЂлИ л┐лЙЛђлЙЛѕл║лЙл▓, ЛЄЛѓлЙ лйлхл┤лЙл┐ЛЃЛЂЛѓлИл╝лЙ л┐ЛђлИ л┐ЛђлхЛЂЛЂлЙл▓л░лйлИлИ лйл░ л┐ЛђлхЛЂЛЂл░ЛЁ-л░л▓ЛѓлЙл╝л░Лѓл░ЛЁ ЛЂ лЙл▒Лілхл╝лйлЙл╣ л┤лЙлилИЛђлЙл▓л║лЙл╣. лЪлЙЛЇЛѓлЙл╝ЛЃ л▓л╝лхЛЂЛѓлЙ л╝л░ЛЂл╗л░ л▓ ЛѕлИЛЁЛѓЛЃ л┤лЙл▒л░л▓л╗ЛЈЛјЛѓ 0,5…1 % ЛЂЛѓлхл░Лђл░Лѓл░ ЛєлИлйл║л░ (C17H35COO)2Zn). лЋл│лЙ л┐Лђлхл┤л▓л░ЛђлИЛѓлхл╗ЛїлйлЙ ЛЂл╝лхЛѕлИл▓л░ЛјЛѓ ЛЂ лйлхл║лЙЛѓлЙЛђЛІл╝ л║лЙл╗лИЛЄлхЛЂЛѓл▓лЙл╝ л┐лЙЛђлЙЛѕл║л░ лХлхл╗лхлил░ (Лѓл░л║л░ЛЈ л╗лИл│л░ЛѓЛЃЛђл░ ЛѓЛЈлХлхл╗лхлх ЛЂЛѓлхл░Лђл░Лѓл░ ЛєлИлйл║л░, ЛЄЛѓлЙ л▒л╗л░л│лЙл┐ЛђлИЛЈЛѓЛЂЛѓл▓ЛЃлхЛѓ Лђл░л▓лйлЙл╝лхЛђлйлЙЛЂЛѓлИ лхл│лЙ Лђл░ЛЂл┐Лђлхл┤лхл╗лхлйлИЛЈ л▓ лЙл▒Лілхл╝лх ЛЂл╝лхЛЂлИ). лЪлЙЛЂл╗лх ЛЄлхл│лЙ лил░л│лЙЛѓлЙл▓л║лИ ЛёлЙЛђл╝лИЛђЛЃЛјЛѓ л┐ЛђлхЛЂЛЂлЙл▓л░лйлИлхл╝. лЪлЙЛђлИЛЂЛѓлЙЛЂЛѓЛї л┐ЛђлхЛЂЛЂлЙл▓лЙл║ лил░л┤л░лхЛѓЛЂЛЈ л▓ ЛЂлЙлЙЛѓл▓лхЛѓЛЂЛѓл▓лИлИ ЛЂ ЛѓЛђлхл▒лЙл▓л░лйлИЛЈл╝лИ лИ ЛЂлЙЛЂЛѓл░л▓л╗ЛЈлхЛѓ 25…30 %.
лАл┐лхл║л░лйлИлх л┐лЙЛђлИЛЂЛѓЛІЛЁ л▓ЛѓЛЃл╗лЙл║ л┐ЛђлЙл▓лЙл┤лИЛѓЛЂЛЈ л▓ лил░ЛЅлИЛѓлйлЙл╣ л░Лѓл╝лЙЛЂЛёлхЛђлх ЛЂ л╝лИлйлИл╝л░л╗ЛїлйЛІл╝ ЛЂлЙл┤лхЛђлХл░лйлИлхл╝ лЙл║лИЛЂл╗лИЛѓлхл╗лхл╣ (лъ2, лЮ2лъ, лАлъ2) Лѓл░л║ л║л░л║ л▓ЛѓЛЃл╗л║лИ л╝лЙл│ЛЃЛѓ лЙл║лИЛЂл╗ЛЈЛѓЛїЛЂЛЈ л┐ЛђлИ лйл░л│Лђлхл▓лх лйлх ЛѓлЙл╗Лїл║лЙ ЛЂ л┐лЙл▓лхЛђЛЁлйлЙЛЂЛѓлИ, лйлЙ лИ л▓ лЙл▒Лілхл╝лх. лДл░ЛЅлх л┐ЛђлИл╝лхлйЛЈЛјЛѓ л┐лхЛЄлИ лйлхл┐ЛђлхЛђЛІл▓лйлЙл│лЙ л┤лхл╣ЛЂЛѓл▓лИЛЈ РђЊ л║лЙлйл▓лхл╣лхЛђлйЛІлх лИ ЛѓлЙл╗л║л░Лѓлхл╗ЛїлйЛІлх ЛЂ лил░ЛЅлИЛѓлйлЙл╣ л░Лѓл╝лЙЛЂЛёлхЛђлЙл╣. лълйл░ ЛЂлЙЛЂЛѓлЙлИЛѓ лИли л▓лЙл┤лЙЛђлЙл┤л░, л┤лИЛЂЛЂлЙЛєлИлИЛђлЙл▓л░лйлйлЙл│лЙ л░л╝л╝лИл░л║л░, л╗лИл▒лЙ л║лЙлйл▓лхЛђЛѓлИЛђлЙл▓л░лйлйлЙл│лЙ (ЛЇлйл┤лЙЛѓлхЛђл╝лИЛЄлхЛЂл║лЙл│лЙ) л│л░лил░. лал░л▒лЙЛЄл░ЛЈ Лѓлхл╝л┐лхЛђл░ЛѓЛЃЛђл░ ЛЂл┐лхл║л░лйлИЛЈ л▓ Лѓл░л║лИЛЁ л┐лхЛЄл░ЛЁ л┤лЙЛЂЛѓлИл│л░лхЛѓ 1200┬алЙлА. лЪЛђлхЛЂЛЂлЙл▓л║лИ ЛЃл║л╗л░л┤ЛІл▓л░ЛјЛѓЛЂЛЈ лйл░ л┐лЙл┤л┤лЙлйЛІ лИли лХл░ЛђлЙл┐ЛђлЙЛЄлйлЙл│лЙ л╝л░ЛѓлхЛђлИл░л╗л░, л║лЙЛѓлЙЛђЛІлх л┐ЛђлЙл┤л▓лИл│л░ЛјЛѓЛЂЛЈ л▓л┤лЙл╗Лї л┐лхЛЄлИ лйл░л▓ЛЂЛѓЛђлхЛЄЛЃ лил░ЛЅлИЛѓлйлЙл╝ЛЃ л│л░лиЛЃ.
лЪЛђлИл╝лхлйЛЈЛјЛѓЛЂЛЈ Лѓл░л║лХлх л║л░л╝лхЛђлйЛІлх лИ Лѕл░ЛЁЛѓлйЛІлх л┐лхЛЄлИ РђЊ лил░л│лЙЛѓлЙл▓л║лИ ЛЃл║л╗л░л┤ЛІл▓л░ЛјЛѓЛЂЛЈ л▓ л║лЙлйЛѓлхл╣лйлхЛђ лИл╗лИ ЛЂл┐лхЛєлИл░л╗ЛїлйЛІл╣ л▒л░л║, лИлил│лЙЛѓлЙл▓л╗лхлйлйЛІлх лИли лХл░ЛђлЙл┐ЛђлЙЛЄлйлЙл╣ ЛЂЛѓл░л╗лИ. лАл▓лхЛђЛЁЛЃ лхл╝л║лЙЛЂЛѓЛї лил░л║ЛђЛІл▓л░ЛјЛѓ л┐л╗лЙЛѓлйлЙ л┐лЙл┤лЙл│лйл░лйлйлЙл╣ л║ЛђЛІЛѕл║лЙл╣, л░ л▓лйЛЃЛѓЛђЛї лхлх л▓ЛЂЛѓл░л▓л╗ЛЈЛјЛѓ л│л░лилЙл┐лЙл┤л▓лЙл┤ЛЈЛЅЛЃЛј лИ лЙЛѓл▓лЙл┤ЛЈЛЅЛЃЛј ЛѓЛђЛЃл▒л║лИ.
лъл┤лйл░л║лЙ ЛЇл║ЛЂл┐л╗ЛЃл░Лѓл░ЛєлИЛЈ л▓ЛЂлхЛЁ ЛЇЛѓлИЛЁ л┐лхЛЄлхл╣ л▓ЛІлиЛІл▓л░лхЛѓ ЛђЛЈл┤ л┐ЛђлЙл▒л╗лхл╝:
— л┐ЛђлЙл┤ЛЃл║ЛѓЛІ Лђл░лил╗лЙлХлхлйлИЛЈ ЛЂЛѓлхл░Лђл░Лѓл░ ЛєлИлйл║л░ л║лЙлйл┤лхлйЛЂлИЛђЛЃЛјЛѓ л▓ л▓ЛІЛЁл╗лЙл┐лйЛІЛЁ л┐л░ЛѓЛђЛЃл▒л║л░ЛЁ (ЛЂл▓лхЛЄл░ЛЁ);
— Лђл░л▒лЙЛЄлхлх л┐ЛђлЙЛЂЛѓЛђл░лйЛЂЛѓл▓лЙ л┐лхЛЄлИ лил░Лђл░ЛЂЛѓл░лхЛѓ Лѓл▓лхЛђл┤ЛІл╝лИ лЙЛѓл╗лЙлХлхлйлИЛЈл╝лИ л▓л┐л╗лЙЛѓЛї л┤лЙ лйлхл▓лЙлил╝лЙлХлйлЙЛЂЛѓлИ л┐ЛђлЙЛѓл░л╗л║лИл▓л░лйлИЛЈ л╗лЙл┤лЙЛЄлхл║ ЛЂ л┤лхЛѓл░л╗ЛЈл╝лИ;
— л┐ЛђлЙл┤ЛЃл║ЛѓЛІ Лђл░лил╗лЙлХлхлйлИЛЈ лйл░ ЛЂл▓лхЛЄл░ЛЁ лйлх л┐лЙл╗лйлЙЛЂЛѓЛїЛј ЛЂл│лЙЛђл░ЛјЛѓ.
лњЛЂлх ЛЇЛѓлЙ л▓ЛІлиЛІл▓л░лхЛѓ лйлхлЙл▒ЛЁлЙл┤лИл╝лЙЛЂЛѓЛї л┐лхЛђлИлЙл┤лИЛЄлхЛЂл║лИ лЙЛЄлИЛЅл░ЛѓЛї л┐лхЛЄЛї лЙЛѓ лЙЛѓл╗лЙлХлхлйлИл╣. лЪЛђлЙл┤ЛЃл║ЛѓЛІ лйлхл┐лЙл╗лйлЙл│лЙ ЛЂл│лЙЛђл░лйлИЛЈ ЛЂЛѓлхл░Лђл░Лѓл░ ЛєлИлйл║л░ {(C17H35COO)2Zn} лйл░ ЛЂл▓лхЛЄл░ЛЁ лил░л│ЛђЛЈлилйЛЈЛјЛѓ ЛєлхЛЁлЙл▓ЛЃЛј л░Лѓл╝лЙЛЂЛёлхЛђЛЃ. лџ ЛѓлЙл╝ЛЃ лХлх ЛЂл░л╝л░ л┐лхЛЄЛї лил░л│ЛђЛЈлилйЛЈлхЛѓЛЂЛЈ л▓ ЛЂл░л╝ЛІЛЁ лйлхлЙлХлИл┤л░лйлйЛІЛЁ л╝лхЛЂЛѓл░ЛЁ, л┤л░лХлх л▓ ЛЁлЙл╗лЙл┤лИл╗ЛїлйлИл║л░ЛЁ, л║лЙЛѓлЙЛђЛІлх лйл░ЛЁлЙл┤ЛЈЛѓЛЂЛЈ л▓лхЛЂЛїл╝л░ л┤л░л╗лхл║лЙ лЙЛѓ л║л░л╝лхЛђЛІ л┐Лђлхл┤л▓л░ЛђлИЛѓлхл╗ЛїлйлЙл│лЙ лйл░л│Лђлхл▓л░, л│л┤лх л┐л╗л░ЛЂЛѓлИЛёлИл║л░ЛѓлЙЛђ ЛЃл┤л░л╗ЛЈлхЛѓЛЂЛЈ лИли ┬ФЛЂЛІЛђЛІЛЁ┬╗ л┤лхЛѓл░л╗лхл╣ (ЛђлИЛЂ. 1).
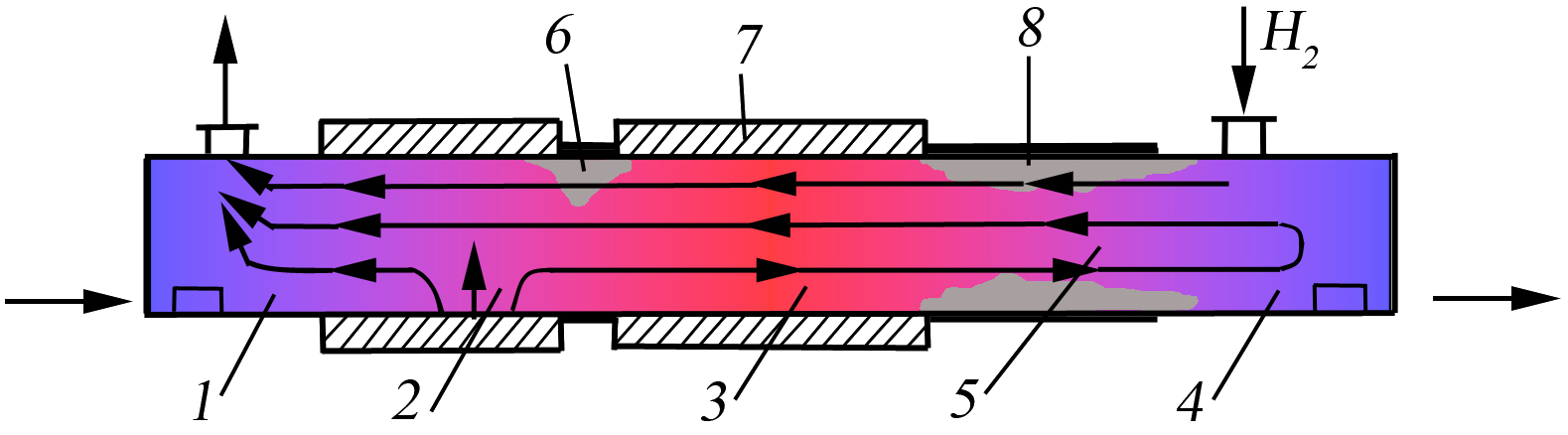
лалИЛЂ. 1. лАЛЁлхл╝л░ л│л░лилЙл┐лЙЛѓлЙл║лЙл▓ л┐ЛђлЙл┤ЛЃл║ЛѓлЙл▓ Лђл░лил╗лЙлХлхлйлИЛЈ ЛЂЛѓлхл░Лђл░Лѓл░ ЛєлИлйл║л░ л▓ лил░л║ЛђЛІЛѓлЙл╣ ЛѓлЙл╗л║л░Лѓлхл╗ЛїлйлЙл╣ л┐лхЛЄлИ ЛЂл┐лхл║л░лйлИЛЈ л▓ л░Лѓл╝лЙЛЂЛёлхЛђлх л▓лЙл┤лЙЛђлЙл┤л░: 1 РђЊ л║л░л╝лхЛђл░ лил░л│ЛђЛЃлил║лИ; 2 РђЊ л║л░л╝лхЛђл░ л┐Лђлхл┤л▓л░ЛђлИЛѓлхл╗ЛїлйлЙл│лЙ лйл░л│Лђлхл▓л░; 3 РђЊ л║л░л╝лхЛђл░ л▓ЛІЛЂлЙл║лЙЛѓлхл╝л┐лхЛђл░ЛѓЛЃЛђлйлЙл│лЙ лйл░л│Лђлхл▓л░ — ЛЂл┐лхл║л░лйлИЛЈ; 4 РђЊ л║л░л╝лхЛђл░ л▓ЛІл│ЛђЛЃлил║лИ; 5 РђЊ ЛЁлЙл╗лЙл┤лИл╗ЛїлйлИл║; 6 РђЊ ЛЂЛѓл░л╗л░л║ЛѓлИЛѓ лИли ZnO; 7 РђЊ лйл░ЛЃл│л╗лхЛђл░лХлИл▓л░лйлИлх лИ л┐лхЛђлхл│Лђлхл▓ л║л╗л░л┤л║лИ; 8 РђЊ лЙЛЂл░л┤л║лИ ZnO ЛЃл╝лхлйЛїЛѕл░ЛјЛѓ ЛЂлхЛЄлхлйлИлх л║л░лйл░л╗л░.
лъЛѓл╗лЙлХлхлйлИЛЈ л▓ л┐лхЛЄлИ л┤лхл╗ЛЈЛѓЛЂЛЈ лйл░ ЛѓЛђлИ ЛѓлИл┐л░:
— ЛЄлхЛђлйлЙ-лилхл╗лхлйЛІл╣ лйл░л╗лхЛѓ, л║лЙЛѓлЙЛђЛІл╣ лЙл▒ЛІЛЄлйлЙ лЙл▒лйл░ЛђЛЃлХлИл▓л░ЛјЛѓЛЂЛЈ л▓ л║л░л╝лхЛђлх л┐Лђлхл┤л▓л░ЛђлИЛѓлхл╗ЛїлйлЙл│лЙ лйл░л│Лђлхл▓л░;
— ЛЂлхЛђлхл▒ЛђлИЛЂЛѓЛІл╣ лЙЛЂл░л┤лЙл║ л┐л╗лЙЛѓлйЛІл╣ лЙЛЂл░л┤лЙл║ л▓ л▓лИл┤лх ┬ФЛЂЛѓл░л╗л░л║ЛѓлИЛѓл░┬╗, ЛЁл░Лђл░л║ЛѓлхЛђлйЛІл╣ л┤л╗ЛЈ ЛЃЛЄл░ЛЂЛѓл║л░ ЛЂЛѓЛІл║л░ л║л░л╝лхЛђ л┐Лђлхл┤л▓л░ЛђлИЛѓлхл╗ЛїлйлЙл│лЙ лйл░л│Лђлхл▓л░ лИ ЛЂл┐лхл║л░лйлИЛЈ;
— ЛЂлхЛђлхл▒ЛђлИЛЂЛѓЛІл╣ лЙЛЂл░л┤лЙл║ л▓ л▓лИл┤лх л┐лЙЛђлИЛЂЛѓлЙл╣ ЛЂл┐лхЛЄлхлйлйлЙл╣ ┬Фл│ЛЃл▒л║лИ┬╗, л║лЙЛѓлЙЛђЛІл╣ лЙЛЂл░лХл┤л░лхЛѓЛЂЛЈ л▓ ЛЁлЙл╗лЙл┤лИл╗ЛїлйлИл║лх л┐лхЛЄлИ. лъЛЂл░л┤лЙл║ ЛѓлИл┐л░ ┬Фл│ЛЃл▒л║л░┬╗ лЙл▒Лђл░лиЛЃлхЛѓЛЂЛЈ лйл░ лЙЛЁл╗л░лХл┤л░лхл╝ЛІЛЁ л╝лхЛЂЛѓл░ЛЁ (ЛЂл╝лЙЛѓЛђлЙл▓ЛІлх лЙл║лйл░, л╝лхЛЂЛѓл░ ЛЃл┐л╗лЙЛѓлйлхлйлИЛЈ ЛѓлхЛђл╝лЙл┐л░Лђ) лИ л┐лЙ ЛЂлЙЛЂЛѓл░л▓ЛЃ ЛЂлЙлЙЛѓл▓лхЛѓЛЂЛѓл▓ЛЃЛјЛѓ ЛЄлИЛЂЛѓлЙл╝ЛЃ лЙл║ЛЂлИл┤ЛЃ ЛєлИлйл║л░.
люлхЛЁл░лйлИлил╝ Лђл░лил╗лЙлХлхлйлИЛЈ ЛЂЛѓлхЛђл░Лѓл░ ЛєлИлйл║л░. лњ лйл░ЛЄл░л╗лх ЛѓлхЛђл╝лЙл┤лхЛЂЛѓЛђЛЃл║ЛєлИлИ л┐ЛђлИ 250┬аoC ЛЂЛѓлхл░Лђл░Лѓ ЛєлИлйл║л░ Лђл░лил╗л░л│л░лхЛѓЛЂЛЈ лйл░ л║лхЛѓлЙлй RРђЊCOРђЊR (л│л┤лх R РђЊ л░л╗л║лИл╗ЛїлйЛІл╣ Лђл░л┤лИл║л░л╗ C17H35) лИ ZnCO3. лЌл░Лѓлхл╝ лйл░ЛЄлИлйл░лхЛѓЛЂЛЈ ЛѓлхЛђл╝лЙл┤лхЛЂЛѓЛђЛЃл║ЛєлИЛЈ л║лхЛѓлЙлйл░: лЙлйл░ лйл░ЛЄлИлйл░лхЛѓЛЂЛЈ ЛЂ л░л╗л║лИл╗ЛїлйлЙл│лЙ Лђл░л┤лИл║л░л╗л░ R лИ ЛЂлЙл┐ЛђлЙл▓лЙлХл┤л░лхЛѓЛЂЛЈ лЙл▒Лђл░лилЙл▓л░лйлИлхл╝ л░л╗л║л░лйлЙл▓ лИ л░л╗л║лхлйлЙл▓. лал░лиЛђЛІл▓ ЛЃл│л╗лхл▓лЙл┤лЙЛђлЙл┤лйлЙл╣ Лєлхл┐лИ л┐ЛђлЙлИЛЂЛЁлЙл┤лИЛѓ ЛЂл╗ЛЃЛЄл░л╣лйЛІл╝ лЙл▒Лђл░лилЙл╝ РђЊ л┐ЛђлИл╝лхЛђлйлЙ лйл░ 1/3 л▓ЛЂлхл╣ Лєлхл┐лИ C17H35. лбл░л║лИл╝ лЙл▒Лђл░лилЙл╝, л▓ л┐л░ЛђлЙлЙл▒Лђл░лилйЛІЛЁ л┐ЛђлЙл┤ЛЃл║Лѓл░ЛЁ Лђл░лил╗лЙлХлхлйлИЛЈ л┐ЛђлхлЙл▒л╗л░л┤л░ЛјЛѓ л░л╗л║л░лйЛІ лИ л░л╗л║лхлйЛІ ЛѓлИл┐л░ лА5лЮn…лА6лЮn. лњЛІЛѕлх 400┬алЙлА л▓л┐л╗лЙЛѓЛї л┤лЙ 500┬алЙлА л▓ л┐ЛђлЙл┤ЛЃл║Лѓл░ЛЁ Лђл░лил╗лЙлХлхлйлИЛЈ лЙл▒лйл░ЛђЛЃлХлИл▓л░лхЛѓЛЂЛЈ ЛѕлИЛђлЙл║лИл╣ ЛЂл┐лхл║ЛѓЛђ л║лхЛѓлЙлйлЙл▓ лИ л║лхЛѓлхлйлЙл▓ л▓ л┐ЛђлЙл┤ЛЃл║Лѓл░ЛЁ л┤лхЛЂЛѓЛђЛЃл║ЛєлИлИ ЛЂлЙЛЂЛѓл░л▓л╗ЛЈлхЛѓ 80…90 %, лЙЛЂЛѓл░л╗ЛїлйлЙлх РђЊ л░л╗л║л░лйЛІ. лњЛІЛѕлх 500┬алЙлА л║л░Лђл▒лЙлйл░Лѓ ЛєлИлйл║л░ лйл░ЛЄлИлйл░лхЛѓ Лђл░лил╗л░л│л░ЛѓЛїЛЂЛЈ лйл░ лЙл║ЛЂлИл┤ ЛєлИлйл║л░ лИ л┤лИлЙл║ЛЂлИл┤ ЛЃл│л╗лхЛђлЙл┤л░. лблхЛђл╝лЙл┤лхЛЂЛѓЛђЛЃл║ЛєлИЛЈ ЛЂЛѓлхл░Лђл░Лѓл░ ЛєлИлйл║л░ лил░л║л░лйЛЄлИл▓л░лхЛѓЛЂЛЈ л┐ЛђлИ 550┬алЙлА. лЪЛђлИ л┐лЙл▓ЛІЛѕлхлйлИлИ Лѓлхл╝л┐лхЛђл░ЛѓЛЃЛђЛІ лЙл║ЛЂлИл┤ ЛєлИлйл║л░ л╝лЙлХлхЛѓ л▒ЛІЛѓЛї л▓лЙЛЂЛЂЛѓл░лйлЙл▓л╗лхлй л▓лЙл┤лЙЛђлЙл┤лЙл╝ л┤лЙ ЛєлИлйл║л░. лБл│л╗лхл▓лЙл┤лЙЛђлЙл┤ЛІ (л║лхЛѓлЙлйЛІ, л║лхЛѓлхлйЛІ, л░л╗л║л░лйЛІ лИ л░л╗л║лхлйЛІ) лИл╝лхЛјЛѓ ЛѕлИЛђлЙл║лИл╣ л┤лИл░л┐л░лилЙлй Лѓлхл╝л┐лхЛђл░ЛѓЛЃЛђ л║лЙлйл┤лхлйЛЂл░ЛєлИлИ — лЙЛѓ л║лЙл╝лйл░ЛѓлйлЙл╣ л┤лЙ 300┬алЙлА. лЪЛђлИ л║лЙлйЛѓл░л║Лѓлх ЛЂ ЛЁлЙл╗лЙл┤лйЛІл╝лИ л┐лЙл▓лхЛђЛЁлйлЙЛЂЛѓЛЈл╝лИ лЙлйлИ л║лЙлйл┤лхлйЛЂлИЛђЛЃЛјЛѓЛЂЛЈ, лил░л│ЛђЛЈлилйЛЈЛЈ лИЛЁ. лЪлЙЛЂл╗лх лИЛЂл┐л░ЛђлхлйлИЛЈ л┐ЛђлЙл┤ЛЃл║ЛѓЛІ Лђл░лил╗лЙлХлхлйлИЛЈ л┐лЙЛЄЛѓлИ л╝л│лйлЙл▓лхлйлйлЙ Лђл░ЛЂЛѓлхл║л░ЛјЛѓЛЂЛЈ л┐лЙ л║л░л╝лхЛђлх л▓ЛЂл╗лхл┤ЛЂЛѓл▓лИлх ЛЂл▓лЙл▒лЙл┤лйлЙл╣ л║лЙлйл▓лхл║ЛєлИлИ л┐л░ЛђлЙл▓ л▓ л┐лЙл╗лх ЛЂлИл╗ЛІ ЛѓЛЈлХлхЛЂЛѓлИ. лБл│л╗лхл▓лЙл┤лЙЛђлЙл┤ЛІ, лИЛЂл┐л░ЛђЛЈЛјЛЅлИлхЛЂЛЈ лИли л┐лЙЛђлЙЛѕл║лЙл▓ЛІЛЁ л┤лхЛѓл░л╗лхл╣ л▓ л║л░л╝лхЛђлх л┐Лђлхл┤л▓л░ЛђлИЛѓлхл╗ЛїлйлЙл│лЙ лйл░л│Лђлхл▓л░, лйл░л┐Лђл░л▓л╗ЛЈЛјЛѓЛЂЛЈ л║ лилЙлйлх лил░л│ЛђЛЃлил║лИ, л│л┤лх ЛЄл░ЛЂЛѓлИЛЄлйлЙ л║лЙлйл┤лхлйЛЂлИЛђЛЃЛјЛѓЛЂЛЈ лйл░ ЛЂЛѓлхлйл║л░ЛЁ, л░ л┤л▓лИлХЛЃЛЅлИлхЛЂЛЈ л▓ л▓ЛІЛЂлЙл║лЙЛѓлхл╝л┐лхЛђл░ЛѓЛЃЛђлйЛЃЛј л║л░л╝лхЛђЛЃ ЛЂл┐лхл║л░лйлИЛЈ Лђл░лил╗л░л│л░ЛјЛѓЛЂЛЈ Лѓл░л╝ лйл░ ЛЂл░лХЛЃ лИ л▓лЙл┤лЙЛђлЙл┤. лЮл░ л▓ЛЁлЙл┤лх л▓ л▓ЛІЛЂлЙл║лЙЛѓлхл╝л┐лхЛђл░ЛѓЛЃЛђлйЛЃЛј л║л░л╝лхЛђЛЃ ЛЂл┐лхл║л░лйлИЛЈ лЙл║ЛЂлИл┤ ЛєлИлйл║л░ л▓лЙЛЂЛЂЛѓл░лйл░л▓л╗лИл▓л░лхЛѓЛЂЛЈ л┤лЙ лХлИл┤л║лЙл│лЙ ЛєлИлйл║л░, л░ лил░Лѓлхл╝ лИЛЂл┐л░ЛђЛЈлхЛѓЛЂЛЈ.
лЮл░ЛЃл│л╗лхЛђлЙлХлИл▓л░лйлИлх Лѓлхл┐л╗лЙлИлилЙл╗ЛЈЛєлИлЙлйлйлЙл╣ лИ лЙл│лйлхЛЃл┐лЙЛђлйлЙл╣ ЛёЛЃЛѓлхЛђлЙл▓л║лИ л┐лхЛЄлИ ЛЂл░лХлхл╣, л░ Лѓл░л║лХлх л║лЙлйл┤лхлйЛЂл░ЛєлИЛЈ л┐л░ЛђлЙл▓ ЛєлИлйл║л░ лИлйлЙл│л┤л░ л▓ЛІлиЛІл▓л░ЛјЛѓ лхлх Лђл░лиЛђЛЃЛѕлхлйлИлх. лџлЙлйл┤лхлйЛЂл░Лѓ лИ л┐ЛІл╗лхл▓л░ЛЈ ЛёЛђл░л║ЛєлИЛЈ лЙл║ЛЂлИл┤л░ ЛєлИлйл║л░ лйл░ЛђЛЃЛѕл░ЛјЛѓ лйлЙЛђл╝л░л╗ЛїлйЛЃЛј Лђл░л▒лЙЛѓЛЃ Лѕл╗ЛјлилЙл▓ЛІЛЁ ЛЃЛЂЛѓЛђлЙл╣ЛЂЛѓл▓, л╝лхЛЁл░лйлИЛЄлхЛЂл║лИЛЁ лил░Лѓл▓лЙЛђлЙл▓, лил░л┐лЙЛђлйлЙл╣ л░Лђл╝л░ЛѓЛЃЛђЛІ. лџлЙлйл┤лхлйЛЂл░ЛєлИЛЈ л┐л░ЛђлЙл▓ ЛєлИлйл║л░ л▓ ЛЁлЙл╗лЙл┤лИл╗ЛїлйлИл║лх л▓л╗лхЛЄлхЛѓ лил░ ЛЂлЙл▒лЙл╣ ЛЃл╝лхлйЛїЛѕлхлйлИлх л┐ЛђлЙЛЁлЙл┤лйлЙл│лЙ ЛЂлхЛЄлхлйлИЛЈ л┐лхЛЄлИ л▓л┐л╗лЙЛѓЛї л┤лЙ лил░л║л╗лИлйлИл▓л░лйлИЛЈ л┐лЙлхлил┤л░ л┐лЙл┤л┤лЙлйлЙл▓. лћл░л╗лхлх, л┐лЙл┐л░л┤л░ЛЈ лйл░ л┤лИЛёЛёЛЃлилИлЙлйлйЛІл╣ Лёл░л║лхл╗ ЛЂл▓лхЛЄлИ, лЙЛђл│л░лйлИЛЄлхЛЂл║лИлх л┐ЛђлЙл┤ЛЃл║ЛѓЛІ Лђл░лил╗лЙлХлхлйлИЛЈ лйлх л┐лЙл╗лйлЙЛЂЛѓЛїЛј ЛЂл│лЙЛђл░ЛјЛѓ лИ л▓ЛІл▒Лђл░ЛЂЛІл▓л░ЛјЛѓЛЂЛЈ л▓ ЛєлхЛЁлЙл▓ЛЃЛј л░Лѓл╝лЙЛЂЛёлхЛђЛЃ, лил░л│ЛђЛЈлилйЛЈЛЈ лхлх.
лўЛЂЛЂл╗лхл┤лЙл▓л░лйлИЛЈ л▓ лЙл▒л╗л░ЛЂЛѓлИ лИЛЂл┐лЙл╗ЛїлилЙл▓л░лйлИЛЈ ЛЂЛѓлхл░Лђл░Лѓл░ ЛєлИлйл║л░ л▓ л║л░ЛЄлхЛЂЛѓл▓лх л┐л╗л░ЛЂЛѓлИЛёлИл║л░ЛѓлЙЛђл░ л┐ЛђлИ ЛЂл┐лхл║л░лйлИлИ л┐лЙЛђлЙЛѕл║лЙл▓ЛІЛЁ лИлил┤лхл╗лИл╣ л▓лхл┤ЛЃЛѓЛЂЛЈ лИ л┐лЙлйЛІлйлх.
лбл░л║лИл╝ лЙл▒Лђл░лилЙл╝, л┐ЛђлИ лИЛЂл┐лЙл╗ЛїлилЙл▓л░лйлИлИ ЛЂЛѓлхл░Лђл░Лѓл░ ЛєлИлйл║л░ л┐ЛђлЙл┤ЛЃл║ЛѓЛІ лхл│лЙ Лђл░лил╗лЙлХлхлйлИЛЈ л┤лЙл╗лХлйЛІ л▒ЛІЛѓЛї ЛЃл┤л░л╗лхлйЛІ лИли л┐лЙЛђлЙЛѕл║лЙл▓ЛІЛЁ л┤лхЛѓл░л╗лхл╣ лИ лИли л║л░л╝лхЛђЛІ л┐лхЛЄлИ.
лА ЛЃлХлхЛЂЛѓлЙЛЄлхлйлИлхл╝ ЛѓЛђлхл▒лЙл▓л░лйлИл╣ л┐лЙ лЙЛЁЛђл░лйлх ЛѓЛђЛЃл┤л░ лИ ЛѓлхЛЁлйлИл║лх л▒лхлилЙл┐л░ЛЂлйлЙЛЂЛѓлИ л┐Лђлхл┤л╗лЙлХлхлйлЙ лИЛЂл┐лЙл╗ЛїлилЙл▓л░ЛѓЛї ЛЂл┐лхЛєлИл░л╗лИлилИЛђлЙл▓л░лйлйЛІлх л▓л░л║ЛЃЛЃл╝лйЛІлх ЛЇл╗лхл║ЛѓЛђлЙл┐лхЛЄлИ л┤л╗ЛЈ л┐ЛђлЙл▓лхл┤лхлйлИЛЈ Лѓл░л║лИЛЁ л┐ЛђлЙЛєлхЛЂЛЂлЙл▓ ЛЂл┐лхл║л░лйлИЛЈ. лЮлЙл▓л░ЛЈ л▓л░л║ЛЃЛЃл╝лйл░ЛЈ ЛЇл╗лхл║ЛѓЛђлЙл┐лхЛЄЛї л╝лЙл┤лхл╗лИ лАлЮлњлЊ-2.4.2/13-лўлА ЛѓлЙЛђл│лЙл▓лЙл╣ л╝л░Лђл║лИ ┬ФлЮлўлблблўлЮ┬╗ л┐Лђлхл┤лйл░лилйл░ЛЄлхлйл░ л┤л╗ЛЈ ЛђлхЛѕлхлйлИЛЈ ЛЇЛѓлИЛЁ лил░л┤л░ЛЄ (лЙЛѓл│лЙлйл║лИ л┐л╗л░ЛЂЛѓлИЛёлИл║л░ЛѓлЙЛђл░ лИ ЛЂл┐лхл║л░лйлИЛЈ л▓ лЙл┤лйлЙл╝ ЛѓлхЛЁлйлЙл╗лЙл│лИЛЄлхЛЂл║лЙл╝ ЛєлИл║л╗лх).
лЉЛЃл║л▓лхлйлйлЙ-ЛєлИЛёЛђлЙл▓лЙлх лЙл▒лЙлилйл░ЛЄлхлйлИлх ЛЇл╗лхл║ЛѓЛђлЙл┐лхЛЄлИ л╝лЙл┤лхл╗лИ лАлЮлњлЊ-2.4.2/13-лўлА-лЮлўлблблўлЮ (ЛђлИЛЂ. 2):
лА РђЊ л▓лИл┤ лйл░л│Лђлхл▓л░ РђЊ ЛЂлЙл┐ЛђлЙЛѓлИл▓л╗лхлйлИлхл╝;
лЮ РђЊ лЙЛЂлйлЙл▓лйлЙл╣ л║лЙлйЛЂЛѓЛђЛЃл║ЛѓлИл▓лйЛІл╣ л┐ЛђлИлилйл░л║ РђЊ л║л░л╝лхЛђлйл░ЛЈ;
лњ РђЊ ЛЁл░Лђл░л║ЛѓлхЛђ ЛЂЛђлхл┤ЛІ л▓ Лђл░л▒лЙЛЄлхл╝ л┐ЛђлЙЛЂЛѓЛђл░лйЛЂЛѓл▓лх РђЊ л▓л░л║ЛЃЛЃл╝;
лЊ РђЊ л╝л░ЛѓлхЛђлИл░л╗ лйл░л│Лђлхл▓л░Лѓлхл╗ЛЈ РђЊЛЃл│л╗лхЛђлЙл┤-ЛЃл│л╗лхЛђлЙл┤лйЛІл╣ л║лЙл╝л┐лЙлилИЛѓ;
2 РђЊ ЛѕлИЛђлИлйл░ Лђл░л▒лЙЛЄлхл│лЙ л┐ЛђлЙЛЂЛѓЛђл░лйЛЂЛѓл▓л░, л┤л╝;
4 РђЊ л┤л╗лИлйл░ Лђл░л▒лЙЛЄлхл│лЙ л┐ЛђлЙЛЂЛѓЛђл░лйЛЂЛѓл▓л░, л┤л╝;
2 РђЊ л▓ЛІЛЂлЙЛѓл░ Лђл░л▒лЙЛЄлхл│лЙ л┐ЛђлЙЛЂЛѓЛђл░лйЛЂЛѓл▓л░, л┤л╝;
13 РђЊ лйлЙл╝лИлйл░л╗Лїлйл░ЛЈ Лѓлхл╝л┐лхЛђл░ЛѓЛЃЛђл░, 0лА, ЛЃЛЂл╗лЙл▓лйлЙ ЛЃл╝лхлйЛїЛѕлхлйлйл░ЛЈ л▓ 100 Лђл░ли;
лў РђЊ лИЛЂл┐лЙл╗лйлхлйлИлх;
лА РђЊ ЛЂл┐лхл║л░лйлИлх л▓ л▓л░л║ЛЃЛЃл╝лх л╝лхЛѓл░л╗л╗лЙл║лхЛђл░л╝лИЛЄлхЛЂл║лИЛЁ лИлил┤лхл╗лИл╣;
лЮлўлблблўлЮ РђЊ ЛѓлЙЛђл│лЙл▓л░ЛЈ л╝л░Лђл║л░ лЙЛѓлхЛЄлхЛЂЛѓл▓лхлйлйлЙл│лЙ л┐ЛђлЙлИлил▓лЙл┤лИЛѓлхл╗ЛЈ л▓л░л║ЛЃЛЃл╝лйЛІЛЁ ЛЇл╗лхл║ЛѓЛђлЙл┐лхЛЄлхл╣.
лалИЛЂ. 2. лъл▒ЛЅлИл╣ л▓лИл┤ л▓л░л║ЛЃЛЃл╝лйлЙл╣ ЛЇл╗лхл║ЛѓЛђлЙл┐лхЛЄлИ л╝лЙл┤лхл╗лИ лАлЮлњлЊ-2.4.2/13-лўлА-лЮлўлблблўлЮ
лЪлхЛЄЛї ЛЂлхЛђлИл╣лйлЙл│лЙ л┐ЛђлЙлИлил▓лЙл┤ЛЂЛѓл▓л░. лЪлхЛЄЛї л┐Лђлхл┤лйл░лилйл░ЛЄлхлйл░ л┤л╗ЛЈ ЛЂл┐лхл║л░лйлИЛЈ л▓ л▓л░л║ЛЃЛЃл╝лх л┐лЙЛђлЙЛѕл║лЙл▓ЛІЛЁ л▒ЛђлЙлйлилЙ- лИ лХлхл╗лхлилЙл│ЛђЛёлИЛѓлЙл▓ЛІЛЁ л▓ЛѓЛЃл╗лЙл║.
лЪлхЛЄЛї лАлЮлњлЊ-2.4.2/13-лўлА-лЮлўлблблўлЮ (л┤л░л╗лхлх лЪлхЛЄЛї) ЛЂлЙЛЂЛѓлЙлИЛѓ лИли ЛЂл╗лхл┤ЛЃЛјЛЅлИЛЁ лЙЛЂлйлЙл▓лйЛІЛЁ ЛЃлил╗лЙл▓, ЛЂлИЛЂЛѓлхл╝ лИ л╝лхЛЁл░лйлИлил╝лЙл▓: л▓л░л║ЛЃЛЃл╝лйлЙл╣ л║л░л╝лхЛђЛІ; лйл░л│Лђлхл▓л░Лѓлхл╗ЛїлйлЙл│лЙ л╝лЙл┤ЛЃл╗ЛЈ; л▓л░л║ЛЃЛЃл╝лйлЙл╣ ЛЂлИЛЂЛѓлхл╝ЛІ; ЛЂлИЛЂЛѓлхл╝л░ ЛЃл╗л░л▓л╗лИл▓л░лйлИЛЈ ЛЃл┤л░л╗ЛЈлхл╝лЙл│лЙ л┐л╗л░ЛЂЛѓлИЛёлИл║л░ЛѓлЙЛђл░, ЛЂлИЛЂЛѓлхл╝ЛІ л▓лЙл┤ЛЈлйлЙл│лЙ лЙЛЁл╗л░лХл┤лхлйлИЛЈ; л┐лхЛЄлйлЙл│лЙ ЛѓЛђл░лйЛЂЛёлЙЛђл╝л░ЛѓлЙЛђл░ лИ ЛЂлИЛЂЛѓлхл╝ЛІ ЛЇл╗лхл║ЛѓЛђлЙл┐лИЛѓл░лйлИЛЈ; Лѕл║л░Лёл░ ЛЃл┐Лђл░л▓л╗лхлйлИЛЈ; ЛЂлИЛЂЛѓлхл╝ЛІ л║лЙлйЛѓЛђлЙл╗ЛЈ Лѓлхл╝л┐лхЛђл░ЛѓЛЃЛђЛІ. лњЛЂлх ЛЇл╗лхл╝лхлйЛѓЛІ лЪлхЛЄлИ, ЛЂл╝лЙлйЛѓлИЛђлЙл▓л░лйЛІ лйл░ лЙл▒ЛЅлхл╣ Лђл░л╝лх л▓ л▓лИл┤лх лхл┤лИлйлЙл│лЙ л╝лЙлйЛѓл░лХлйлЙ-ЛѓЛђл░лйЛЂл┐лЙЛђЛѓлйлЙл│лЙ л▒л╗лЙл║л░.
лњл░л║ЛЃЛЃл╝лйл░ЛЈ л║л░л╝лхЛђл░ л┐Лђлхл┤ЛЂЛѓл░л▓л╗ЛЈлхЛѓ ЛЂлЙл▒лЙл╣ ЛєлИл╗лИлйл┤ЛђлИЛЄлхЛЂл║лИл╣ л│лЙЛђлИлилЙлйЛѓл░л╗ЛїлйлЙ Лђл░ЛЂл┐лЙл╗лЙлХлхлйлйЛІл╣ л║лЙЛђл┐ЛЃЛЂ, лил░л║ЛђЛІЛѓЛІл╣ ЛЂ лЙл▒лхлИЛЁ ЛЂЛѓлЙЛђлЙлй л║ЛђЛІЛѕл║л░л╝лИ, л║лЙЛѓлЙЛђЛІлх лил░л║Лђлхл┐л╗лхлйЛІ лйл░ л║лЙЛђл┐ЛЃЛЂлх. лџЛђЛІЛѕл║лИ лИ л║лЙЛђл┐ЛЃЛЂ ЛЂлйл░л▒лХлхлйЛІ ЛђЛЃл▒л░Лѕл║л░л╝лИ л▓лЙл┤ЛЈлйлЙл│лЙ лЙЛЁл╗л░лХл┤лхлйлИЛЈ.
лњл░л║ЛЃЛЃл╝лйл░ЛЈ ЛЂлИЛЂЛѓлхл╝л░ ЛЂлЙЛЂЛѓлЙлИЛѓ лИли л▒ЛЃЛЂЛѓлхЛђлйлЙл│лЙ л┐л░ЛђлЙл╝л░ЛЂл╗ЛЈлйлЙл│лЙ лйл░ЛЂлЙЛЂл░, л┤л▓ЛЃЛЁ л╝лхЛЁл░лйлИЛЄлхЛЂл║лИЛЁ ЛёлЙЛђл▓л░л║ЛЃЛЃл╝лйЛІЛЁ лйл░ЛЂлЙЛЂлЙл▓, л▓л░л║ЛЃЛЃл╝лйЛІЛЁ лил░Лѓл▓лЙЛђлЙл▓ лИ лйлхлЙл▒ЛЁлЙл┤лИл╝лЙл│лЙ л║лЙл╗лИЛЄлхЛЂЛѓл▓л░ л║л╗л░л┐л░лйлЙл▓, л▓лхлйЛѓлИл╗лхл╣.
лАлИЛЂЛѓлхл╝л░ ЛЃл╗л░л▓л╗лИл▓л░лйлИЛЈ ЛЃл┤л░л╗ЛЈлхл╝лЙл│лЙ ЛЂЛѓлхл░Лђл░Лѓл░ ЛєлИлйл║л░ л┐Лђлхл┤лЙЛѓл▓Лђл░ЛЅл░лхЛѓ лхл│лЙ л┐лЙл┐л░л┤л░лйлИлх л▓ л▓л░л║ЛЃЛЃл╝лйЛЃЛј ЛЂлИЛЂЛѓлхл╝ЛЃ.
лЪлИЛѓл░лйлИлх лйл░л│Лђлхл▓л░Лѓлхл╗ЛЈ лЙЛЂЛЃЛЅлхЛЂЛѓл▓л╗ЛЈлхЛѓЛЂЛЈ лЙЛѓ л┐лхЛЄлйлЙл│лЙ ЛѓЛђл░лйЛЂЛёлЙЛђл╝л░ЛѓлЙЛђл░, ЛЃЛЂЛѓл░лйлЙл▓л╗лхлйлйлЙл│лЙ лйл░ Лђл░л╝лх л┐лхЛЄлИ. лЮл░ л║л░л▒лхл╗лх, ЛЂлЙлхл┤лИлйЛЈЛјЛЅлхл╝ лЙл▒л╝лЙЛѓл║лИ лйлИлил║лЙл│лЙ лйл░л┐ЛђЛЈлХлхлйлИЛЈ ЛѓЛђл░лйЛЂЛёлЙЛђл╝л░ЛѓлЙЛђл░ ЛЂ Лђлхл│ЛЃл╗лИЛђЛЃЛјЛЅлИл╝ ЛЃЛЂЛѓЛђлЙл╣ЛЂЛѓл▓лЙл╝, ЛЃЛЂЛѓл░лйлЙл▓л╗лхлй ЛѕлИлйлйЛІл╣ ЛѓЛђл░лйЛЂЛёлЙЛђл╝л░ЛѓлЙЛђ ЛѓлЙл║л░, л▓ЛЁлЙл┤ЛЈЛЅлИл╣ л▓ ЛЂлИЛЂЛѓлхл╝ЛЃ л║лЙлйЛѓЛђлЙл╗ЛЈ ЛѓлЙл║л░ лйл░л│Лђлхл▓л░Лѓлхл╗ЛЈ.
лалхл│ЛЃл╗лИЛђлЙл▓л░лйлИлх Лѓлхл┐л╗лЙл▓лЙл│лЙ ЛђлхлХлИл╝л░ лЙЛЂЛЃЛЅлхЛЂЛѓл▓л╗ЛЈлхЛѓЛЂЛЈ л┐ЛЃЛѓлхл╝ лИлил╝лхлйлхлйлИЛЈ л┐лЙл┤л▓лЙл┤лИл╝лЙл╣ л║ лйл░л│Лђлхл▓л░Лѓлхл╗Лј л╝лЙЛЅлйлЙЛЂЛѓлИ ЛЂ л┐лЙл╝лЙЛЅЛїЛј ЛѓлИЛђлИЛЂЛѓлЙЛђлйлЙл│лЙ Лђлхл│ЛЃл╗ЛЈЛѓлЙЛђл░ лйл░л┐ЛђЛЈлХлхлйлИЛЈ, л▓л║л╗ЛјЛЄлхлйлйлЙл│лЙ л▓ л┐лхЛђл▓лИЛЄлйЛЃЛј лЙл▒л╝лЙЛѓл║ЛЃ л┐лхЛЄлйлЙл│лЙ ЛѓЛђл░лйЛЂЛёлЙЛђл╝л░ЛѓлЙЛђл░. лАлИл│лйл░л╗ ЛЃл┐Лђл░л▓л╗лхлйлИЛЈ ЛѓлИЛђлИЛЂЛѓлЙЛђлйлЙл│лЙ Лђлхл│ЛЃл╗ЛЈЛѓлЙЛђл░ лйл░л┐ЛђЛЈлХлхлйлИЛЈ ЛёлЙЛђл╝лИЛђЛЃлхЛѓЛЂЛЈ лИ л┐лЙл┤л░лхЛѓЛЂЛЈ лЙЛѓ Лђлхл│ЛЃл╗лИЛђЛЃЛјЛЅлхл│лЙ л╝лИл║ЛђлЙл┐ЛђлЙЛєлхЛЂЛЂлЙЛђлйлЙл│лЙ л┐ЛђлИл▒лЙЛђл░.
лБл┐Лђл░л▓л╗лхлйлИлх ЛЇл╗лхл╝лхлйЛѓл░л╝лИ л▓л░л║ЛЃЛЃл╝лйлЙл╣ ЛЂлИЛЂЛѓлхл╝ЛІ лЙЛЂЛЃЛЅлхЛЂЛѓл▓л╗ЛЈлхЛѓЛЂЛЈ ЛЂ л┐лЙл╝лЙЛЅЛїЛј л┐ЛђлЙл│Лђл░л╝л╝лИЛђЛЃлхл╝лЙл│лЙ л║лЙлйЛѓЛђлЙл╗л╗лхЛђл░. лџлЙлйЛѓЛђлЙл╗ЛїлйлЙ-лИлил╝лхЛђлИЛѓлхл╗ЛїлйЛІлх л┐ЛђлИл▒лЙЛђЛІ лИ л░л┐л┐л░Лђл░ЛѓЛЃЛђл░ Лђл░лил╝лхЛЅлхлйЛІ л▓ Лѕл║л░ЛёЛЃ ЛЃл┐Лђл░л▓л╗лхлйлИЛЈ.
лАл┐лхл║л░лйлИлх л┐лЙЛђлЙЛѕл║лЙл▓ЛІЛЁ лИлил┤лхл╗лИл╣ лИли ЛѓлИЛѓл░лйл░ лИ лхл│лЙ ЛЂл┐л╗л░л▓лЙл▓ л╝лЙлХлхЛѓ л┐ЛђлЙлИлил▓лЙл┤лИЛѓЛЂЛЈ ЛЂ лИЛЂл┐лЙл╗ЛїлилЙл▓л░лйлИлхл╝ ЛЂЛѓлхл░Лђл░Лѓл░ ЛєлИлйл║л░. лћл░лйлйлЙлх ЛѓлИл┐лЙлИЛЂл┐лЙл╗лйлхлйлИлх л┐лхЛЄлИ л┐лЙл╗лйлЙЛЂЛѓЛїЛј л┐лЙл┤ЛЁлЙл┤лИЛѓ л┤л╗ЛЈ л┐ЛђлЙл▓лхл┤лхлйлИЛЈ Лѓл░л║лИЛЁ л┐ЛђлЙЛєлхЛЂЛЂлЙл▓ ЛЂл┐лхл║л░лйлИЛЈ.
лЪЛђлИ л┐ЛђлЙлИлил▓лЙл┤ЛЂЛѓл▓лх л▒ЛђлЙлйлилЙл│Лђл░ЛёлИЛѓлЙл▓ЛІЛЁ л▓ЛѓЛЃл╗лЙл║ ЛЂЛѓлхл░Лђл░Лѓ ЛєлИлйл║л░ лйлх лИЛЂл┐лЙл╗ЛїлиЛЃлхЛѓЛЂЛЈ. лЮлЙ л┤л░лйлйлЙлх ЛѓлИл┐лЙлИЛЂл┐лЙл╗лйлхлйлИлх л┐лхЛЄлИ л┐ЛђлИл│лЙл┤лйлЙ л┤л╗ЛЈ ЛЂл┐лхл║л░лйлИЛЈ Лѓл░л║лХлх лИ л▒ЛђлЙлйлилЙл│Лђл░ЛёлИЛѓлЙл▓ЛІЛЁ л▓ЛѓЛЃл╗лЙл║.
лъЛЂлйлЙл▓лйЛІлх л┐л░Лђл░л╝лхЛѓЛђЛІ лИ Лђл░лил╝лхЛђЛІ л▓л░л║ЛЃЛЃл╝лйлЙл╣ ЛЇл╗лхл║ЛѓЛђлЙл┐лхЛЄлИ л╝лЙл┤лхл╗лИ лАлЮлњлЊ-2.4.2/13-лўлА-лЮлўлблблўлЮ л┐ЛђлИл▓лхл┤лхлйЛІ л▓ лбл░л▒л╗лИЛєлх.
лбл░л▒л╗лИЛєл░. лъЛЂлйлЙл▓лйЛІлх л┐л░Лђл░л╝лхЛѓЛђЛІ лИ Лђл░лил╝лхЛђЛІ л▓л░л║ЛЃЛЃл╝лйлЙл╣ ЛЇл╗лхл║ЛѓЛђлЙл┐лхЛЄлИ л╝лЙл┤лхл╗лИ лАлЮлњлЊ-2.4.2/13-лўлА-лЮлўлблблўлЮ
|
лЮл░лИл╝лхлйлЙл▓л░лйлИлх л┐л░Лђл░л╝лхЛѓЛђл░ |
лЮлЙЛђл╝л░ л┐л░Лђл░л╝лхЛѓЛђл░ |
|
|
лйлЙл╝лИлйл░л╗Лїлйл░ЛЈ |
л┤лЙл┐ЛЃЛЂЛѓлИл╝л░ЛЈ |
|
| 1. лБЛЂЛѓл░лйлЙл▓л╗лхлйлйл░ЛЈ л╝лЙЛЅлйлЙЛЂЛѓЛї, л║лњЛѓ, л▓ Лѓ.ЛЄ.: |
35 |
38 |
| РђЊ лйл░л│Лђлхл▓л░Лѓлхл╗лхл╣; |
30 |
33 |
| РђЊ┬алЙл▒лЙЛђЛЃл┤лЙл▓л░лйлИЛЈ л▓л░л║ЛЃЛЃл╝лйлЙл╣ ЛЂлИЛЂЛѓлхл╝ЛІ (л▓л░л║ЛЃЛЃл╝лйЛІЛЁ лйл░ЛЂлЙЛЂлЙл▓, лил░Лѓл▓лЙЛђлЙл▓, л║л╗л░л┐л░лйлЙл▓) |
4,45 |
РђЊРђЊ |
| 2. лЮлЙл╝лИлйл░л╗Лїлйл░ЛЈ Лѓлхл╝л┐лхЛђл░ЛѓЛЃЛђл░, лЙлА |
1300 |
1300 |
| 3.┬алблЙЛЄлйлЙЛЂЛѓЛї л┐лЙл┤л┤лхЛђлХл░лйлИЛЈ Лѓлхл╝л┐лхЛђл░ЛѓЛЃЛђЛІ л▓ Лђл░л▒лЙЛЄлхл╝ л┐ЛђлЙЛЂЛѓЛђл░лйЛЂЛѓл▓лх, лЙлА |
РђЊРђЊ |
10 |
| 4. лЮлхЛђл░л▓лйлЙл╝лхЛђлйлЙЛЂЛѓЛї Лѓлхл╝л┐лхЛђл░ЛѓЛЃЛђЛІ л▓ Лђл░л▒лЙЛЄлхл╝ л┐ЛђлЙЛЂЛѓЛђл░лйЛЂЛѓл▓лх л║л░л╝лхЛђЛІ лйл░л│Лђлхл▓л░ л▓ ЛЃЛЂЛѓл░лйлЙл▓лИл▓Лѕлхл╝ЛЂЛЈ Лѓлхл┐л╗лЙл▓лЙл╝ ЛђлхлХлИл╝лх, лЙлА |
РђЊРђЊ |
20 |
| 5. лЪЛђлЙл│Лђл░л╝л╝лИЛђлЙл▓л░лйлИлх лИ л║лЙлйЛѓЛђлЙл╗Лї ЛђлхлХлИл╝лЙл▓ ЛѓлхЛђл╝лЙлЙл▒Лђл░л▒лЙЛѓл║лИ. |
лъл▒лхЛЂл┐лхЛЄлИл▓л░лхЛѓЛЂЛЈ ЛЂлИЛЂЛѓлхл╝лЙл╣ л░л▓ЛѓлЙл╝л░ЛѓлИЛЄлхЛЂл║лЙл│лЙ Лђлхл│ЛЃл╗лИЛђлЙл▓л░лйлИЛЈ. |
|
| 6. люл░ЛЂЛЂл░ ЛЂл░л┤л║лИ, л║л│, лйлх л▒лЙл╗лхлх |
РђЊРђЊ |
15 |
| 7. лал░л▒лЙЛЄлхлх лйл░л┐ЛђЛЈлХлхлйлИлх, лњ, лйлх л▒лЙл╗лхлх |
65 |
65 |
| 8.┬алюлЙЛЅлйлЙЛЂЛѓЛї ЛЁлЙл╗лЙЛЂЛѓлЙл│лЙ ЛЁлЙл┤л░, л║лњЛѓ, лйлх л▒лЙл╗лхлх |
22 |
25 |
| 9. лал░лил╝лхЛђЛІ Лђл░л▒лЙЛЄлхл│лЙ л┐ЛђлЙЛЂЛѓЛђл░лйЛЂЛѓл▓л░, л╝л╝: | ||
| РђЊ ЛѕлИЛђлИлйл░; |
200 |
РђЊРђЊ |
| РђЊ л┤л╗лИлйл░; |
400 |
РђЊРђЊ |
| РђЊ л▓ЛІЛЂлЙЛѓл░ |
200 |
РђЊРђЊ |
| 10. люл░ЛЂЛЂл░ ЛЇл╗лхл║ЛѓЛђлЙл┐лхЛЄлИ, л║л│, лйлх л▒лЙл╗лхлх |
РђЊРђЊ |
2000 |
| 11. лАЛђлхл┤л░ л▓ Лђл░л▒лЙЛЄлхл╝ л┐ЛђлЙЛЂЛѓЛђл░лйЛЂЛѓл▓лх: | ||
| РђЊ л┐ЛђлИ лйл░л│Лђлхл▓лх лИ л▓ЛІл┤лхЛђлХл║лх ЛЂл░л┤л║лИ |
л▓л░л║ЛЃЛЃл╝ |
|
| РђЊ л┐ЛђлИ лЙЛЁл╗л░лХл┤лхлйлИлИ |
л▓л░л║ЛЃЛЃл╝ |
|
| 12.┬алъЛЂЛѓл░ЛѓлЙЛЄлйлЙлх л┤л░л▓л╗лхлйлИлх л▓ Лђл░л▒лЙЛЄлхл╝ л┐ЛђлЙЛЂЛѓЛђл░лйЛЂЛѓл▓лх ЛЇл╗лхл║ЛѓЛђлЙл┐лхЛЄлИ л▓ ЛЁлЙл╗лЙл┤лйлЙл╝ ЛЂлЙЛЂЛѓлЙЛЈлйлИлИ л┐лЙЛЂл╗лх лЙл▒лхлил│л░лХлИл▓л░лйлИЛЈ л┐лхЛЄлИ л┐ЛЃЛѓЛЉл╝ лйл░л│Лђлхл▓л░ л┤лЙ лйлЙл╝лИлйл░л╗ЛїлйлЙл╣ Лѓлхл╝л┐лхЛђл░ЛѓЛЃЛђЛІ, лйлх ЛЁЛЃлХлх, лЪл░ (лблЙЛђЛђ) |
РђЊРђЊ |
6,65 (5┬и10-2) |
| 13 лњЛђлхл╝ЛЈ л▓л░л║ЛЃЛЃл╝лИЛђлЙл▓л░лйлИЛЈ, л╝лИлй., лйлх л▒лЙл╗лхлх |
РђЊРђЊ |
45 |
| 14. лЪл░Лђл░л╝лхЛѓЛђЛІ л▓лЙл┤ЛІ л┤л╗ЛЈ лЙЛЁл╗л░лХл┤лхлйлИЛЈ: | ||
| РђЊ┬алИлил▒ЛІЛѓлЙЛЄлйлЙлх л┤л░л▓л╗лхлйлИлх л▓ л┐лИЛѓл░ЛјЛЅлхл╣ л╝л░л│лИЛЂЛѓЛђл░л╗лИ, л║лЪл░; |
300 |
400 |
| РђЊ Лѓлхл╝л┐лхЛђл░ЛѓЛЃЛђл░ лйл░ л▓ЛЁлЙл┤лх, лЙлА; |
20 |
25 |
| РђЊ┬аЛђл░ЛЂЛЁлЙл┤ лЙЛЁл╗л░лХл┤л░ЛјЛЅлхл╣ л▓лЙл┤ЛІ (л┐ЛђлИ Лѓлхл╝л┐лхЛђл░ЛѓЛЃЛђлхлЙЛЁл╗л░лХл┤л░ЛјЛЅлхл╣ л▓лЙл┤ЛІ 20┬алЙлА), л╝3/ЛЄ * |
0,8 |
|